





















































































































































































































Ezeket a termékeket látod:
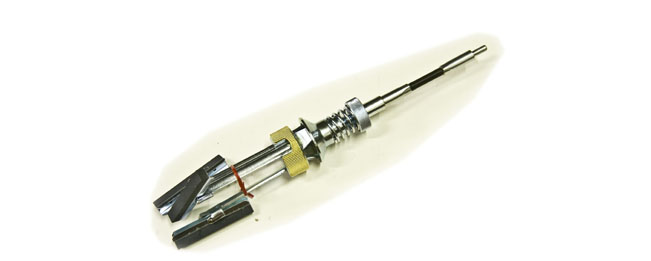

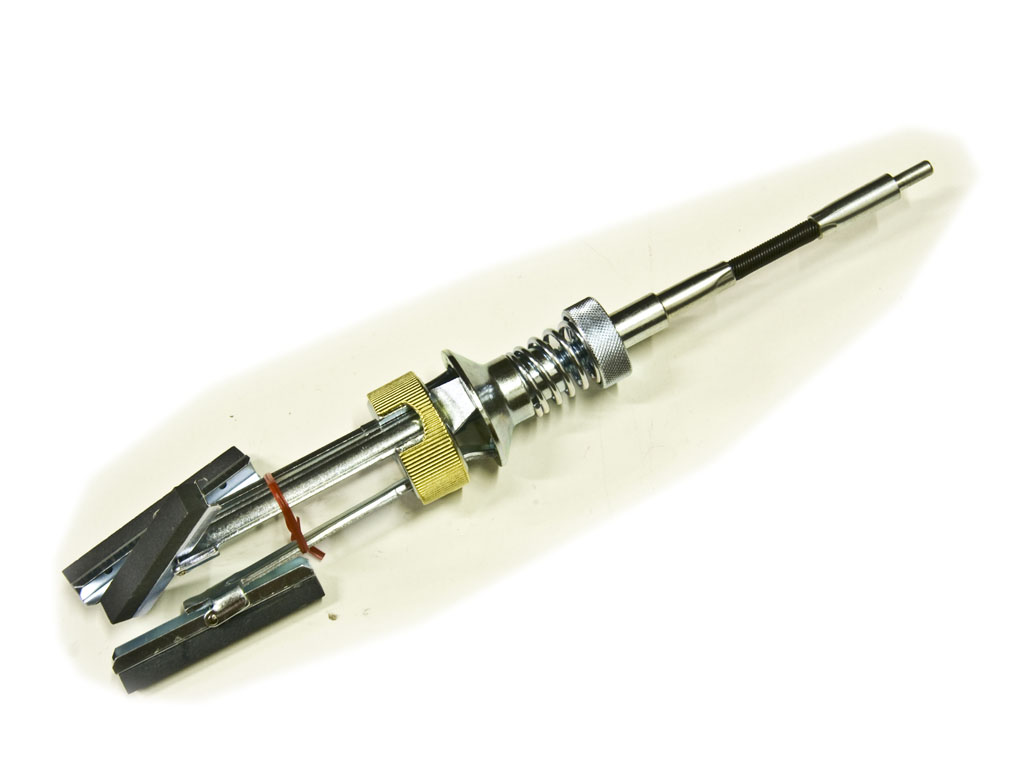
Hónoló, 3 pofás, 32-89mm
TERMÉK LEÍRÁS
Ez a hónolókészülék fúrógéppel történő kézi használatra alkalmas.
Csőátmérő: 32mm-89mm (pl.kicsi motorhengerekhez)
3 pofás (cserélhető), önbeálló kövek, amelyek 50mm hosszúak. (A kövek külön is megvásárolhatóak!)
Honolókarok hossza (alapállásban nyitott): 50mm
Hajlékony szár a könnyebb használatért, hossza: 110mm
Az állítható rögzített hónoló karok kézi fúrógép használata esetén is egyenletes köszörülést garantálnak a teljes felületen.
A nyomóerőt egy állító-csavarral lehet szabályozni.
A hónolás során a hengerfurat felületi érdességét csökkenthetjük. A hónolás célja, hogy a hengerfúrással kialakított forgácsolt felületen egy finom barázdákkal behálózott felületet hozzunk létre.
Alkalmas még hengerek belső falának csiszolására, kisebb felületi sérülések eltüntetésére.
A hónolás gépiparban (főként az autóiparban) használatos felületkezelési eljárás. A hengerek gyártásakor illetve belső felületük felújításakor a fémfelület teljesen sima. Az érintkező elemek (mint a dugattyúgyűrű és a henger) közötti súrlódást egy vékony olajréteg csökkenti Azonban ha a felületek tükörsimák akkor az olajat a mozgás során letolják az elemek. Ezt megelőzendő a mikrométeres nagyságrendű, spirális barázdákat készítenek a sima felületre, ami segíti az olaj helyben maradását, ezen eljárás neve a „hónolás.
Súly:125g
Csőátmérő: 32mm-89mm (pl.kicsi motorhengerekhez)
3 pofás (cserélhető), önbeálló kövek, amelyek 50mm hosszúak. (A kövek külön is megvásárolhatóak!)
Honolókarok hossza (alapállásban nyitott): 50mm
Hajlékony szár a könnyebb használatért, hossza: 110mm
Az állítható rögzített hónoló karok kézi fúrógép használata esetén is egyenletes köszörülést garantálnak a teljes felületen.
A nyomóerőt egy állító-csavarral lehet szabályozni.
A hónolás során a hengerfurat felületi érdességét csökkenthetjük. A hónolás célja, hogy a hengerfúrással kialakított forgácsolt felületen egy finom barázdákkal behálózott felületet hozzunk létre.
Alkalmas még hengerek belső falának csiszolására, kisebb felületi sérülések eltüntetésére.
A hónolás gépiparban (főként az autóiparban) használatos felületkezelési eljárás. A hengerek gyártásakor illetve belső felületük felújításakor a fémfelület teljesen sima. Az érintkező elemek (mint a dugattyúgyűrű és a henger) közötti súrlódást egy vékony olajréteg csökkenti Azonban ha a felületek tükörsimák akkor az olajat a mozgás során letolják az elemek. Ezt megelőzendő a mikrométeres nagyságrendű, spirális barázdákat készítenek a sima felületre, ami segíti az olaj helyben maradását, ezen eljárás neve a „hónolás.
Súly:125g
ÖNÁLLÓAN MEGVÁSÁROLHATÓ TARTOZÉKOK

HELYETTESÍTŐ TERMÉKEINK

Az ár jelenleg nem elérhető.






















{kind=link}